安康 当地 激光切割机激光光纤切割机定制不额外收费产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:安康 当地 激光切割机激光光纤切割机定制不额外收费的图文介绍
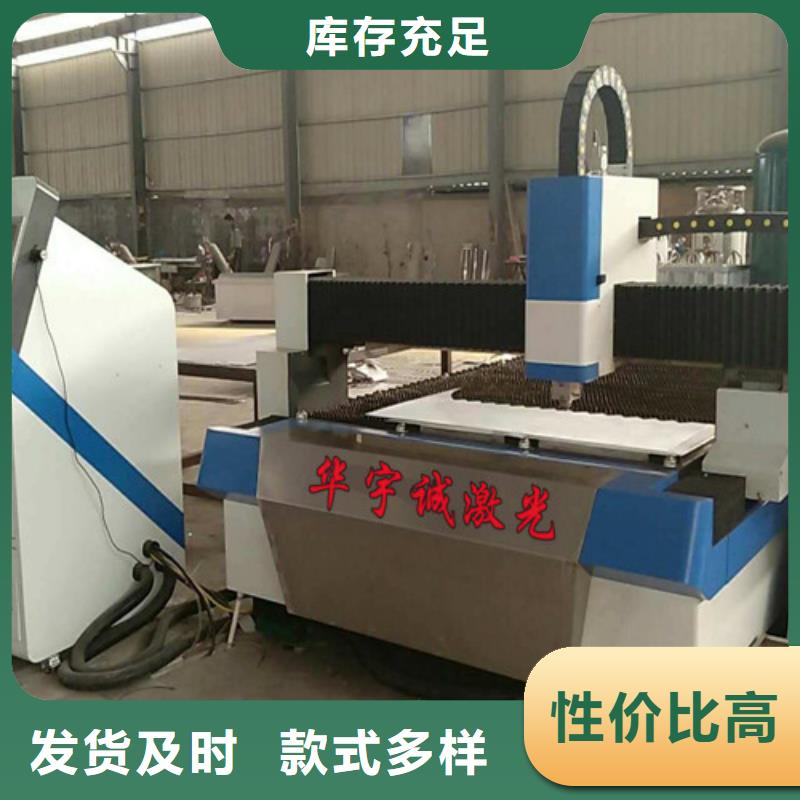
华宇诚数控科技有限公司是一家专业生产各种 安康光纤激光切割机排名、厂家。一切为了客户的需要是公司一直贯彻的经营原则,在日新月异的时代,我们利用技术优势,以科技倡导未来,更注重 安康光纤激光切割机排名、内在品质,并根据客户不同的需要为客户设计,以满足客户的需求。除了优良的 安康光纤激光切割机排名、产品,我们还将提供优良的售后服务,为用户解除一切后顾之忧。


激光切割机厨卫行业使用的大部分厨卫产品都是不锈钢材料,因其耐腐蚀、美观、实用,广受市场青睐。传统的钣金加工方法繁琐、耗时、成本高,没有办法满足当前的市场需求。随着激光切割机的投入使用,它很好地弥补了传统钣金加工的不足。
与传统加工方法不同,激光切割技术具有切割精度高、切割速度快、切割端面光滑、无需二次加工等优点。此外,很重要的一点是,激光切割加工为企业节约了大量成本。由于激光切割不需要模具和工具,大大节省了开模成本。并且会大大节省人力成本。现在,一个人可以操作十个人做的工作的下料。
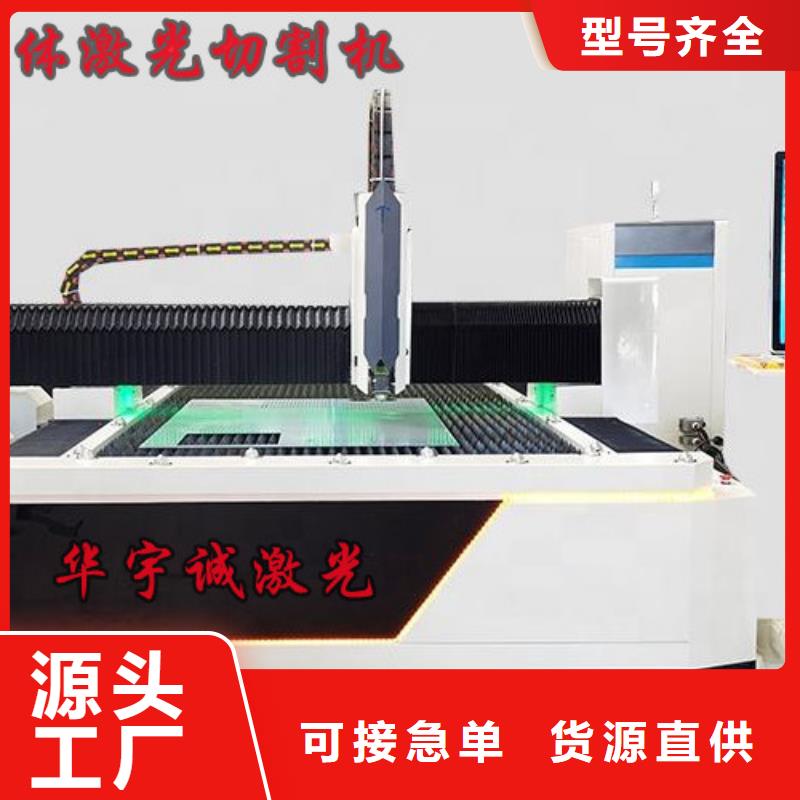
激光切割技术很好的满足了厨卫产品市场的定制化需求,生产周期更短,不需要让模具,降低开模时间成本,加工面无毛刺,不需要二次加工,打样无问题后可以快速实现量产。



激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。



激光切割机是利用激光聚焦产生的高功率密度的能实现的。在计算机的控制下,激光通过脉冲放电,输出受控的重复高频脉冲激光,形成具有一定频率和脉冲宽度的光束。脉冲激光束通过光路传输和反射,并通过聚焦透镜组聚焦在物体表面,形成精细的高能密度光斑。焦斑位于待加工表面附近,被加工材料瞬间高温熔化或气化。每一个高能激光脉冲都会在瞬间在物体表面溅射出一个小洞。在计算机的控制下,激光切割机加工头和被加工材料根据预先绘制的图形进行连续的相对运动和打点,从而将物体加工成所需的形状。首先,激光切割机的能以光的形式集中成高密度光束,传输到工作表面,产生足够的热量熔化材料。此外,与光束同轴的高压气体直接去除熔融金属,从而达到切割的目的。这说明激光切割和机床加工有本质区别。其次,从激光切割机发射的激光束通过光路系统聚焦成高功率密度的激光切割机光束。激光热量被工件材料吸收,工件温度急剧上升。达到沸点后,材料开始汽化并形成孔洞。在高压气流的作用下,横梁与工件的相对位置发生移动,材料形成狭缝。工艺参数(切割速度、激光功率、气压等。)和切割时的运动轨迹由数控系统控制,切割位置的炉渣由一定压力的辅助气体吹走。切割速度,激光功率,气压。激光是一种光。像其他自然光一样,是由原质(分子或离子道等)的跃迁产生的。但与普通的束光不同的是,激光切割机的光在开始很短的时间内只依靠自发辐射,后续过程完全由受激辐射决定,所以激光颜色非常纯净,几乎没有发散的方向性,发光强度较高,相干性也很高。



激光切割机切割不锈钢的时候,有辅助气体为氧气、氮气或者空气的加工方法,根据加工目的选择辅助气体的种类。当然,不同气体其切割面氧化程度就不同,对切割速度也有一定的影响。使用氧气,在边缘氧化不要紧的情况下;使用氮气以得到无氧化无毛刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。当板件厚度小于3mm的时候,因为有氧化反应效果可以达到高速化。但是当板件厚度大于3mm的时候,使用熔融金属流动良好的氮气进行无氧化切割时,则可以提高切割的速度。使用空气情况接近于氮气的加工特性,但在切割面粗糙度和粘渣量方面的效果不如使用氮气的好。氧化后的切割面表面硬度约为原来的2倍,但是范围小。这个特性及在表面粗糙度良好的无氧化切割中,切割面的粗糙研磨不坏容易,而使用氧气的加工面不易研磨。




 扫一扫
扫一扫